Как сломать нос советскому танку

Качество сварки - удовлетворительное
Оценить качество работы танкостроителей можно по-разному. Если касаться уровня изготовления бронекорпусов, то можно обстрелять готовое изделие. Например, в 1959 году с омского завода №174 взяли танк Т-54Б и обстреляли его 85-мм осколочно-фугасными гранатами и 100-мм бронебойными снарядами. Танку пришлось худо. В отчете, в частности, указывается на срыв крышки люка механика-водителя после удара 85-мм боеприпасом в лоб башни. Недостаточной оказалась прочность узла смотровых приборов и азимутального указателя – их снесло бронебойным снарядом, прилетевшим в лоб корпуса. Отметили также неудовлетворительную броневую защиту выхлопа, которую сорвало после 100-мм снаряда в борт.
К слову, контрольный обстрел организовали не просто так, а после конструктивных изменений – внедрили бесшиповое соединение лобовых деталей корпуса с помощью автоматической сварки, изменили защиту выхлопного патрубка с приваркой её к борту и введена приварка фланца прицела «Луна». Не то чтобы принципиальные изменения конструкции, но они потребовали транспортировки танка на полигон в Кубинку для тщательного обстрела. В итоге оказалось, что новшества себя почти оправдали (комиссия допустила изменения к серии), но выявились новые уязвимости. В заключении подвели итоги:
«Все разработанные заводом №183 (Харьков) и №174 (Омск) мероприятия по устранению выявленных недостатков должны быть внедрены для проверки обстрелом на корпусе и башне танка Т-55, которые будут отгружаться с завода №174 на НИИБТ полигон ГАБТУ для очередных контрольных испытаний обстрелом в III квартале 1959 года».
Остается только выразить надежду, что и в современности все новшества в конструкции танков испытываются подобным образом.
Но дело у военных испытателей не ограничивалось только обстрелом серийных танков. Отдельно оценивалась прочность и качество сварных швов простым испытанием – поломкой носового узла танка под прессом. Раскрыть тонкости этого дела позволяют хранилища Российского государственного архива экономики. Предыстория события гласит, что в конце 1957 года на танковых заводах внедрено бесшиповое соединение лобовых листов. Так быстрее и технологичнее, но потенциально менее прочно. Год спустя, в середине ноября, для испытаний специально сварили лобовой узел, полностью идентичный таковому у Т-54. Далее по рассекреченному отчету (орфография и пунктуация подвергалась минимальной правке):
«Цель испытания: поломкой под прессом сварных соединений узла проверить качество сварных швов в изломе, выполненных автоматической сваркой. Для отработки режимов автоматической сварки листов носа был сварен типовой образец длиной 500 мм. Сварка образца производилась на автомате АБС сварочной проволокой 6-5 мм марки ЭИ-613 под флюсом марки АН-22.

Режимы сварки следующие:
Сила тока …………………...450-500 A
Напряжение ………………...34-36 В
Скорость сварки…………….21,5 м/час
Скорость подачи проволоки 95 м/час.
Первый слой внутреннего и наружного швов варился по заложенной присадочной проволоке 5 мм марки ЭИ-613. Последующие слои наваривались без закладки присадочной проволоки. Оба шва — внутренний и наружный — были заварены в 7 проходов.
Образец был поломан под прессом. Излом произошел по наплавленному металлу внутреннего и наружного швов. В изломе внутреннего шва обнаружен непровар в вершине шва на длине 40 мм и несплавление слоев на длине 35 мм. В изломе наружного шва обнаружен непровар в вершине шва на длине 50 мм и несплавление слоев между третьим и четвертым на длине 145 мм.
По изломам выявлено, что сила тока недостаточная, поэтому для сварки последующего образца была увеличена сила тока.
Второй образец был сварен на следующих режимах:
Сила тока………………….. ……500-550 A
Напряжение………………. ……34- 38 В
Скорость сварки….......................21,5 м/час
Скорость подачи проволоки……95 м/час.
На втором образце были сделаны две засверловки. По засверловкам дефектов в сварных швах не обнаружено. Из средней части образца был вырезан участок для макро- и микроисследования.
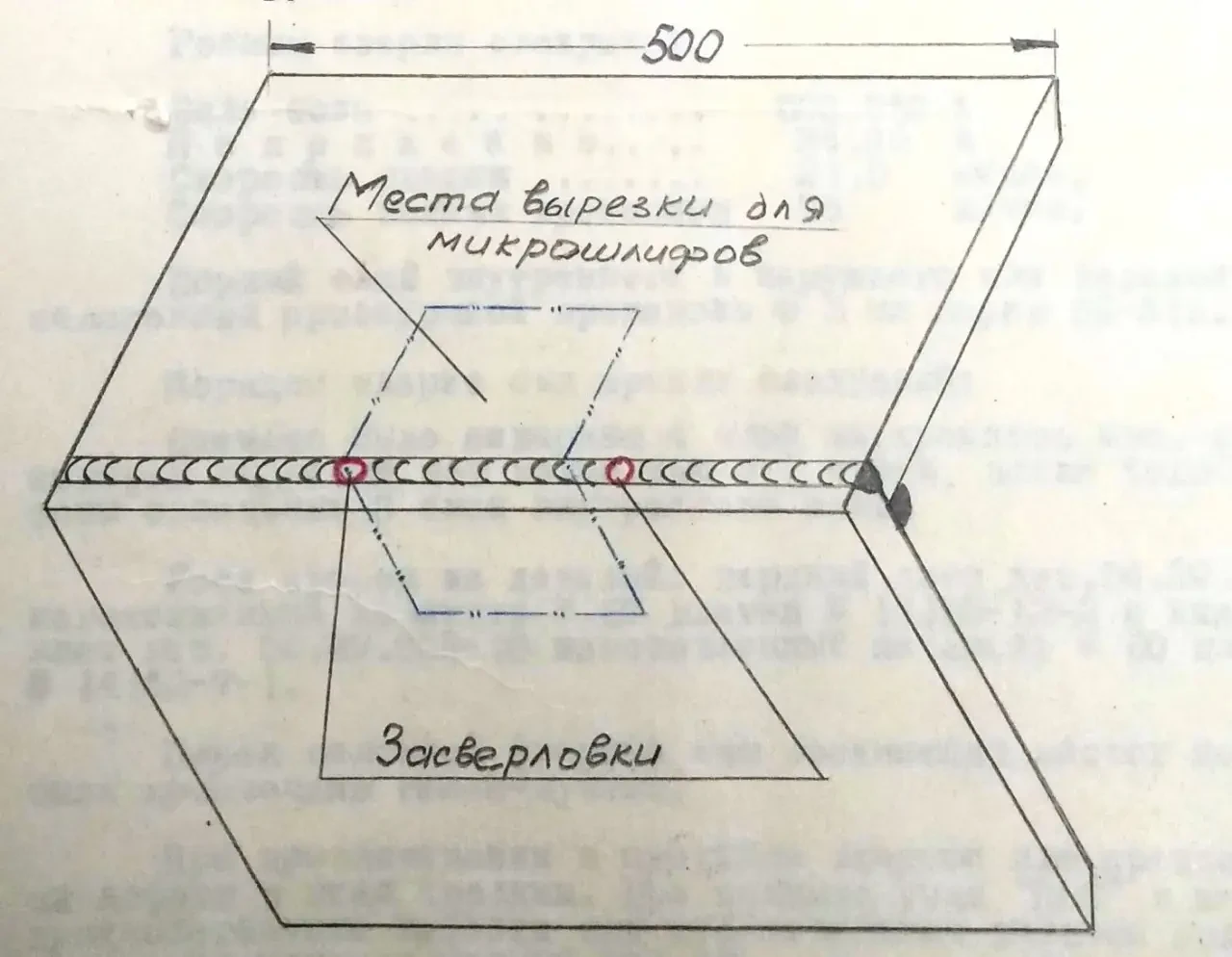
Остальные участки сварного соединения были поломаны под прессом. В изломах внутреннего и наружного швов дефектов не обнаружено.
По засверловкам, микроисследованию и по изломам качество сварных швов удовлетворительное.
Для уточнения режимов сварки был сварен третий образец на тех же режимах, на которых сваривался второй образец.
Третий образец был поломан под прессом. В изломах третьего образца во внутреннем шве было обнаружено несплавление между 3 и 4-м слоями на конце шва длиной 20 мм, получившееся вследствие смещения электрода при зажигании цуги. В наружном шве дефектов не обнаружено.
В изломах всех трех образцов наплавленный металл швов плотный волокнистый серо-матового цвета без дефектов, за исключением дефектных мест описанных выше.
На основании полученных удовлетворительных результатов на 2-х последних образцах был сварен узел НОС на этих же режимах для испытания поломкой.
Испытанный бесшиповой узел НОС сварен 5 ноября 1958 года автосварщиком тов. Иматовым Э.А. автоматической сваркой под слоем флюса марки АН-22 сварочной проволокой диаметров 5 мм марки ЭИ-613.
Режимы сварки следующие:
Сила тока……………………500.550 A
На протяжение…...................34.38 B
Скорость сварки...…………..21,5 м/час
Скорость подачи проволоки..95 м/час.
Первый слой внутреннего и наружного шва варился по заложенной присадочной проволоке диаметром 5 мм ЭИ-613.
Порядок сварки был принят следующий:
Сначала было заварено 4 слоя внутреннего шва, затем заварен наружный шов полностью в 7 слоев, после чего заварены остальные 3 слоя внутреннего шва.
Перед поломкой сварные швы соединения листов носа были просвечены гамма-лучами.
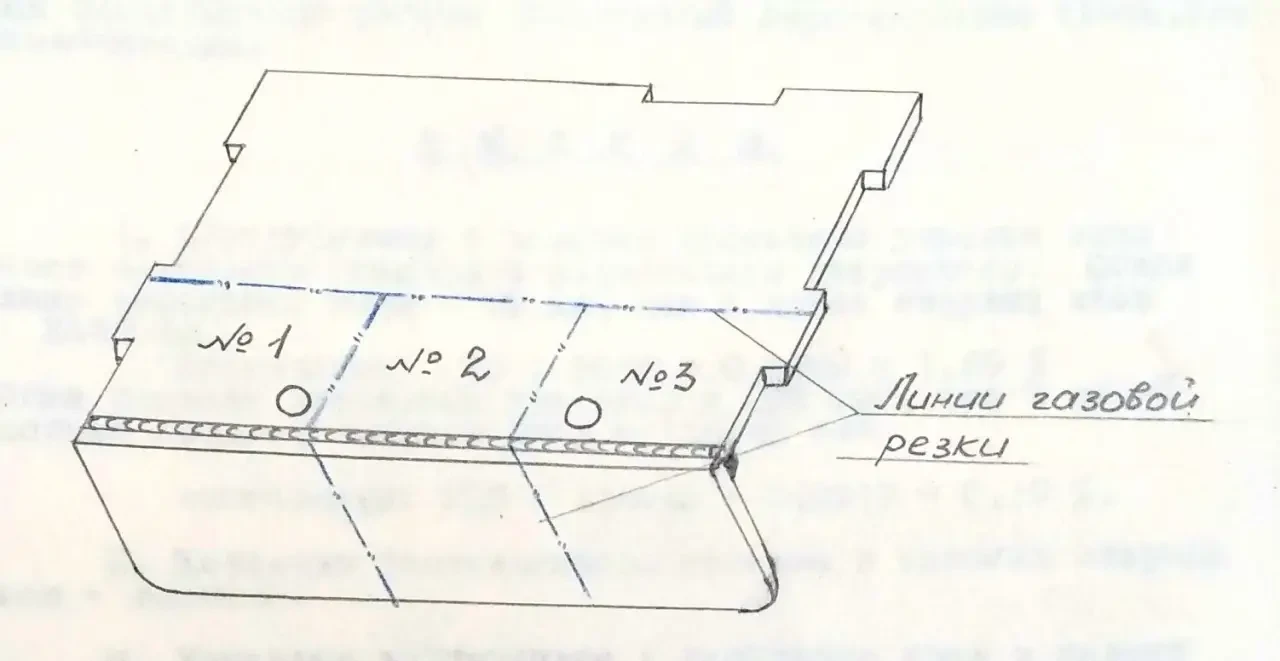
При просвечивании в наружном сварном шве предполагался дефект в виде трещины. При поломке узла "НОС" в месте предполагаемого дефекта при просвечивании выявлен подкол по основному металлу. Для облегчения поломки и получения изломов по сварным швам узел был прерван газовой резкой на три разных участка, которые затем были поломаны под прессом.
Характер изломов и качество сварных швов в изломе следующие:
Участок №1:
Разрушение произошло примерно посредине наплавленного металла наружного и внутреннего швов. Вершины разделок внутреннего и наружного швов проварены по всей длине. В изломе внутреннего шва обнаружены две газовые поры размером 2х5 мм. В изломе наружного шва обнаружено несплавление между 2 и 3-м слоями на длине 15 мм высотой 2 мм.
Участок №2:
Разрушение произошло примерно посредине наплавленного металла наружного и внутреннего швов. Вершины разделок внутреннего и наружного швов проварены по всей длине швов. В изломе наружного шва обнаружено несплавление между слоями третьим и четвертым на длине 25 мм высотой 2 мм. В изломе внутреннего шва дефектов не обнаружено.
Участок №3
Разрушение произошло примерно посредине наплавленного металла, Вершины разделок внутреннего и наружного швов проварены по всей длине.
В изломе внутреннего шва обнаружено шлаковое включение размером 15 х 6 мм. В изломе наружного шва в вершине шва обнаружен подкол по основному металлу на длине 210 мм, высотой до 6 мм и несплавление между слоями на конце шва на длине 15 мм высотой 2 мм.
Во всех изломах сварных швов за исключением дефектных участков надавленный металл волокнистый серо-матового цвета, без столбчатости.
ВЫВОДЫ:
I. Обнаруженные в изломах дефектные участки швов имеют небольшие размеры и расположены разрознено. Общая длина дефектных мест - 70 мм, что к длине сварных швов 3648 мм.
Составляет: 70 : 3648 = 0,0189 =1,89 % Общая площадь дефектных участков 290 кв. мм, что к общей площади изломов сварных швов – 115440 кв. мм
составляет: 220 : 115440 = 0,0019 = 0,19 %.
2. Качество наплавленного металла в изломах сварных швов - хорошее.
3. Качество внутреннего и наружного швов в изломе – удовлетворительное.
ЗАКЛЮЧЕНИЕ:
Качество сварных швов выполненных автоматической сваркой под слоем флюса - удовлетворительное. Сварной узел НОС испытание выдержал.
На основании полученных удовлетворительных результатов испытания узла НОС с поломкой под прессом, был заварен второй бесшиповой узел НОС сверх программы 1958 года согласно письма Нач. Управления Госкомитета тов. Кучеренко Н.А. за 12/01941 от 2/УП-1958 г., который был установлен корпус танка Т-54 идущего для испытания на НИИБТ полигона ГБТУ».
НОС Т-55 под прессом
В сентябре 1959 года пришло время ломать носовую деталь более совершенного танка Т-55, у которого лобовые детали были сварены без шипов. По тексту отчета:
«Цель испытания: Поломкой под прессом сварных соединений узла проверить качество сварных швов в изломе, выполненных автоматической сваркой.
Испытанный узел сварен 24 августа 1959 года автосварщиком тов. Орешиным И.С. автоматической сваркой под слоем флюса марки АН-22 сварочной проволокой Ф-5 марки ЭИ-613.
Режимы сварки следующие:
Сила тока…………...................... 500-550 A
Напряжение….............................. 32-36 вольт
Скорость сварки………………..16 м/час
Скорость подачи проволоки…...95 м/час.
Первый слой внутреннего и наружного швов варился по заложенной присадочной проволоке диаметром 5 мм марки ЭИ-613.
Порядок сварки был следующий: сначала было заварено 3 слоя внутреннего шва, затем заварен наружный шов полностью в 5 слоев, после чего заварены остальные 2 слоя внутреннего шва.
Перед поломкой сварные швы соединения листов носа были просвечены гамма-лучами.
При просвечивании во внутреннем сварном шве предполагался дефект в вид непровара. При поломке узла "Нос" в месте предполагаемого дефекта при просвечивании обнаружен непровар.
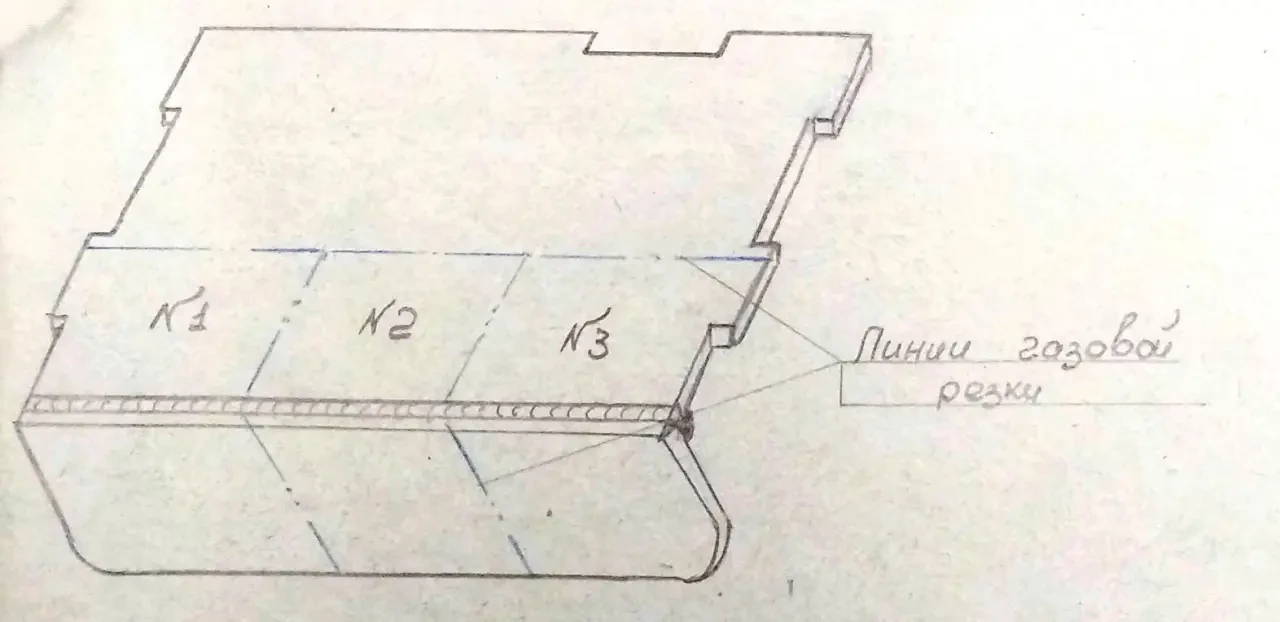
Для облегчения поломки и получения изломов по сварным швам узел был разрезан газовой резкой на три равных участка, которые затем были поломаны под прессом.
Характер изломов и качество сварных швов в изломе следующие:
Участок №1 - Разрушение произошло примерно посредине наплавленного металла наружного и внутреннего швов. Вершины разделок внутреннего и наружного швов проварены по всей длине. В изломе внутреннего шва обнаружены три газовые поры, размером 5х10 мм - 2 шт. и одна штука размером - 5х7 мм. В изломе наружного шва дефектов нет.
Участок № 2 Разрушение произошло примерно посредине наплавленного металла наружного и внутреннего швов. Вершины разделок внутреннего и наружного швов проварены по всей длине. В изломе внутреннего шва обнаружены шлаковые включения в двух местах, размером 10х15 мм и 10х12 мм. В изломе наружного шва дефектов не обнаружено.
Участок № З. Разрушение произошло примерно посредине наплавленного металла наружного и внутреннего швов. В изломе внутреннего шва обнаружен непровар в вершине шва на длине 130 мм, высотой 10 мм. В изломе наружного шва обнаружена горячая трещина размером 20х10 на прихватке выполненной ручной дуговой сваркой аустенитными электродами.
Во всех изломах сварных швов, за исключением дефектных участков наплавленный металл волокнистый серо-матового цвета без столбчатости.

ВЫВОДЫ:
1. Обнаруженные в изломах дефектные участки швов имеют небольшие размеры и расположены разрознено. Общая длина дефектных мест - 172 мм, что к длине сварных швов = 3648 мм. Составляет: 172 : 3648 = 0,04717 = 4,72 процента.
Общая площадь дефектных участков = 1905 кв. мм, что к общей площади изломов сварных швов = 115440 кв. мм.
составляет: 1905 : 115440 = 0.0165 = 1,65 процента.
2. Качество наплавленного металла в изломах сварных швов – удовлетворительное.
3. Качество внутреннего и наружного швов в изломе - удовлетворительное.
Заключение.
Качество сварных швов, выполненных автоматической сваркой под слоем флюса – удовлетворительное. Сварной узел испытание выдержал. Для постоянного контроля качества на каждом узле делать по 2 засверловки».
Документ подписали главный технолог завода, начальник бронекорпусного цеха и старший военный представитель по бронекорпусному производству.
- Евгений Федоров
Обсудим?
Смотрите также:











